
Photoelectric sensors play an important role in modern-day automation systems. They help in contactless and accurate detection of objects in different industries such as manufacturing, packaging, and logistics. This article covers the workings, applications, benefits, and types of photoelectric sensors that help B2B companies who are pursuing automation make more informed decisions.
How Photoelectric Sensors Work
Part of this section was taken from previously published articles. The basic working principle of photoelectric sensors is built upon the relation and interaction of light and objects. All photoelectric sensors have three basic parts: the emitter, the receiver, and a signal processing unit.
The emitter’s role is to send a beam of light (typically a laser or infrared beam) at the object. The receiver detects and gets the reflected light or the light that has been interrupted. It then transforms it to an electrical signal for defining the object’s presence, position, or distance.
Applications of these sensors are extremely widespread, as they can detect the presence of an object regardless of the object’s color, shape or whatever material it is made up of. Unlike proximity sensors that require direct contact, photoelectric sensors guarantee long-range recognition without the need for contact, making them ideal for high-speed industrial applications.
Types of Photoelectric Sensors
Photoelectric sensors are classified into three main types based on their detection method:
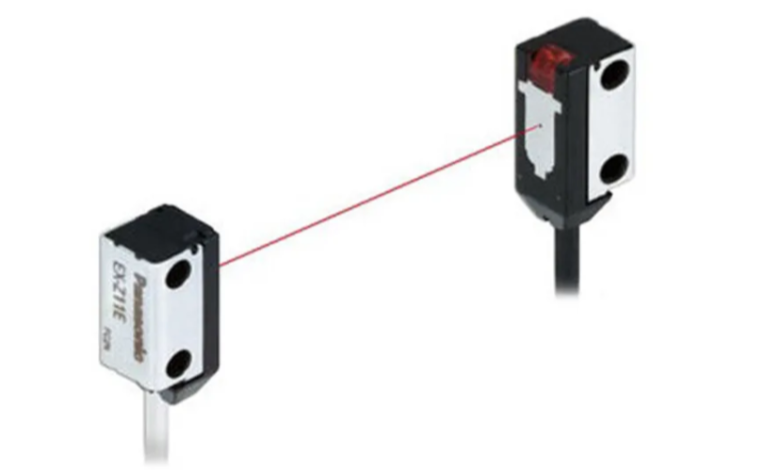
Through-Beam Sensors
These types of sensors consist of a separate emitter and a receiver, the two of which are positioned in reverse.
The emitter sends light continuously to the receiver. Detection begins when a beam is interrupted by an object passing through. These sensors have the longest detection range compared to other sensors available, making them suitable for precise measurement of distance in the detection of objects.
Retroreflective Sensors
Retroreflective sensors with the sensor and emitters in one housing unit placed oppositely always work with a reflective surface sensor. The light emitted first travels to the reflector and then to the emitter. When an object is placed in the light path, detection begins. These sensors are common in conveyor systems as well as in packaging lines due to their relative accuracy and ease during installation.
Diffuse Sensors
Diffuse sensors direct their light at an object, which reflects the light back to the emitter. An object can be identified from within the surrounding environment by diffuse sensors based on how much light is reflected back to the sensor. Diffuse sensors do not require external reflectors, making them better than retroreflective sensors and best suited for detecting oddly shaped objects with surface contours. These sensors find their application in assembly lines and robotic automation.
Read more: How Can Digital Marketing Benefit from a WhatsApp Chatbot?
Industrial Applications
Photoelectric sensors provide automation and operational efficiency across all industries. Their most obvious application is in factories, where processes tend to receive and require optimization.
Manufacturing and Assembly
In manufacturing, photoelectric sensors are crucial in identifying whether there is a component, as well as where it is located on the assembly line.
They assist in quality control by checking if the right parts are in place prior to starting the next step. These sensors can also be found in robotic arms for accurate positioning of objects.
Packaging and Logistics
These sensors have an important function in packaging and logistics since they control the movement of products and identify objects on conveyor belts. They confirm the correct positioning of packages, identify unaccounted for packages, and control the flow of materials. In warehouses, these sensors help in automated sorting systems as well as in inventory management systems.
Automotive Industry
In the production of vehicles, photoelectric sensors are applied in the welding and painting lines for the identification of vehicle parts and control of their location. They also help in safety systems like knowing the position of a blockage for automated guided vehicles (AGVs) and robotic workstations in assembly.
Food and Beverages Processing
Photovoltaic sensors are useful for businesses in the food and beverage area in regard to cleanliness and productivity. They identify the presence of bottles or containers, check the level of liquid in the containers, and confirm that sealing of the containers is done properly. Their non touch component makes them suitable for use where the contamination of products needs to be kept at a minimum.
Medical and Pharmaceutical Industry
Photographic sensors have begun making an appearance in the healthcare and pharmaceutical fields.
These devices contribute to automating the production and packaging of medicines by assisting with accurately filling, sealing, and labeling bottles and containers. In test tubes and vials, these sensors help detect liquid levels with high accuracy, thus aiding in high precision diagnostics.
Advantages of Using Photoelectric Sensors
As with any other component, photoelectric sensors have a few positive sides that make them popular in industrial automation:
High Accuracy: They offer precise detection of an object regardless of its color or the material it is made of.
Long Detection Range: Particularly, through-beam sensors have superior performance with regards to long distance detection.
Fast Response Time: These sensors have high operational speeds which are generally needed in fast moving production lines.
Non-Contact Operation: Photoelectric sensors do not have a wear out problem during contact unlike their mechanical counterparts, ensuring longer service life.
Versatile Applications: Their adaptability makes them usable in a broad spectrum of industries ranging from manufacturing to healthcare.
Cost-Effective: The sensors save production costs and assist in increasing output by reducing errors and complex processes, while improving efficiency.
For high-performance detection solutions in industrial applications, OMCH provides a variety of proximity and photoelectric sensors https://www.omchsmps.com/es/path/proximity-switch/ for those looking for dependable and effective automation systems.
Conclusion
Photoelectric sensors are an essential component in industrial automation because of their reliability, accuracy, and the fact that they offer non-contact object detection.
The various industries such as logistics, automotive, and even manufacturing make these businesses irreplaceable in today’s world. Equally, as the rest of the industry shifts towards smart manufacturing automation, integrating high end photoelectric sensors can greatly improve the safety, efficiency, and expenditure of any operation. Looking ahead, it will become increasingly possible for companies to rely on ultra-automation and precision due to the perpetual development of sensor technologies.



